AUTOMATIC HYDRAULIC FLANGING MACHINE BSMD3016 (center hole free)

Technical Specifications:
Max. Flanging Thickness :16 mm
Max. Flanging Diameter :Ø3000 mm
Min. Flanging Diameter :Ø500 mm
Max. Flanging Radius :R400 mm
Min. Flanging Radius :R30 mm
Max. Depth :600 mm
Motor Power :37 kW
Weight (approx.) :15000 kg
Overall Dimensions (L-W-H) :4500x1400Xx3500 mm
*Bending capacities are calculated based on 250 N/mm2 Yield Point (for SA516 GR.70, ASTM MS Plates).
General Specifications:
Machines which are for flanging the edges of the dished heads.
Operation: Automatic with PLC without center hole on the dished headsç
PLC Controller: Panasonic(Japan).
Touchscreen Panel 10.4”
Oil Cooling System
Hydraulic Pumps : Sam – Italy
Control Valves Eaton – UK
Main Electrical components & contactors Lavato – Italy
Overload Limit Switch Peprel – Germany
Electric Motor / Volt – Turkey (Export Brand)
Tank Dishing, Torispherical Dishing, Elliptical Dishing, 2:1 Elliptical-Ellipsoidal, Plain Dishing.
Emergency System: Emergency button.
Built according to EC Safety Directives.
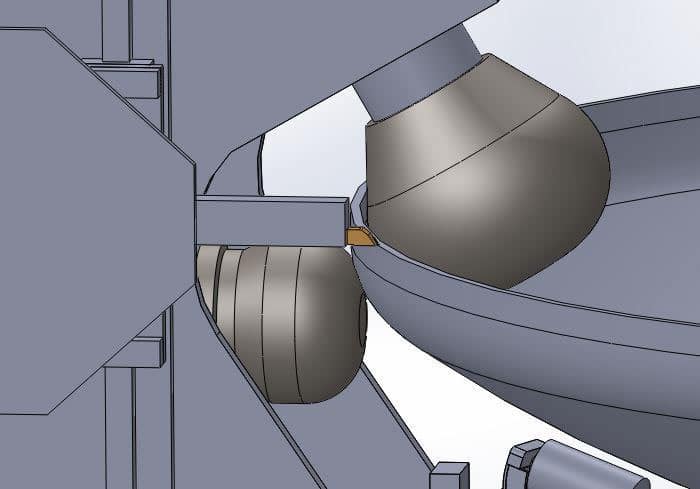
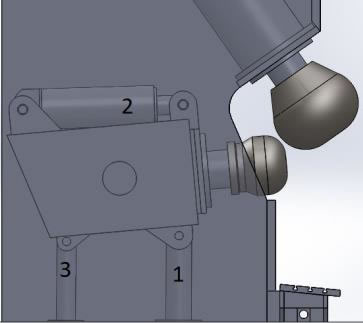
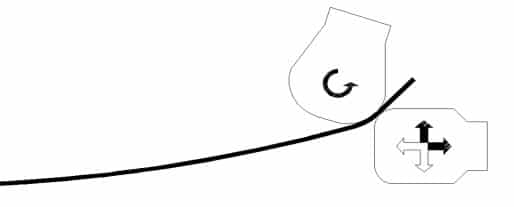
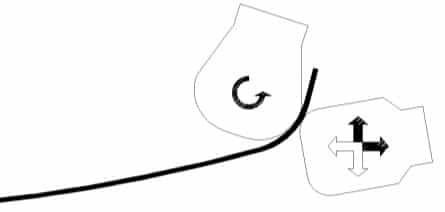
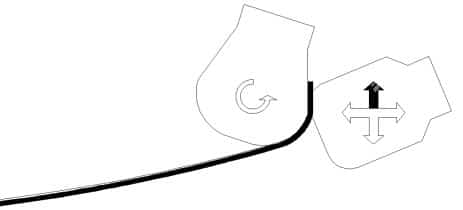
Working System:
Edge of the dished head is placed between 2 molds which are fixed to shafts that one of them is fixed to top reductor and the other one is idle at down, properly. Spinning process starts when the top shaft is run. After that, hydraulic cylinder with number 3 is moved up. Bending process of edges of dished ends is carried out by linear movement of hydraulic cylinders with number 1 and 2. Then, this process is made two or more times till expected values are obtained in accordance with thickness, depth and diameter measurements. As well, this machine ensures maximum efficiency in the process of making circular form completely of circular part’s edge for complete circular bending.
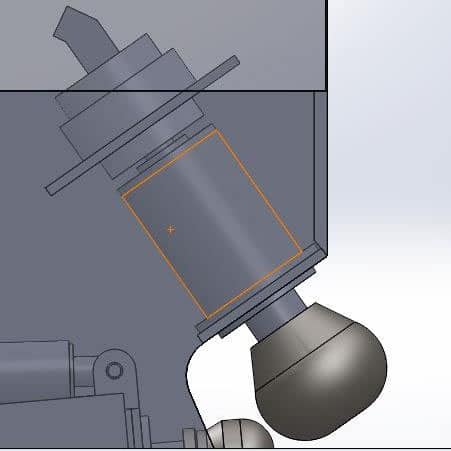
Drive System:
Top shaft is driven by a hydraulic motor which is coupled to the planetary gearbox.
Working Principle:
- First of all, the material is attached to shaft center.
5. Bending process is made properly with the aid of Radius B and Radius F hydraulic cylinders.
6. After bending operation has been completed as MANUALLY, It is changed to AUTO mode and operation is completed as automatically. This is because reducing surface roughness of the flanged part.
OPTIONAL Beveling Device welding